
24小時咨詢熱線:0512-55578300
全國咨詢熱線:13862635620

1.縫包機的分類
縫包機是為塑料編織袋(物)、紙袋(物)、紙塑復合袋(物)、敷鋁紙袋等袋口用線縫合而制的設備,主要完成袋或編織物的拼接、縫口等工作。工藝特點是縫合后密封性好,如面粉袋;強度高,如水泥袋;易拆解,找出線尾一拉便松解,而袋子可重復使用。.通用型號國產是GK35-2C. GK35-6系列工業縫紉機,進口的有日本紐朗公司生產的DS系列以及美國產的。按線跡分有單線鏈式和雙線鏈式兩種,按機針數分為單針和雙針兩種,按用法分為臺式縫包機,手提式縫包機,立式縫包機。國產手提式縫包機主要是GK9-2 GK9-018系列,已經用了很多年了,另外國內有仿制日本和德國的手提縫包機;國外品牌的為日本紐朗NP-7A NP-3II NP-8系列,其中有單線提和雙線手提。國產立式縫包機以GK35系列最為流行,為仿制德國產品,屬于中低端產品,而高端的為日本紐朗系列縫包機。
2.袋口縫合包裝方式分類
(1)普通式縫合
普通式縫合:為手提式縫包機或立柱輸送式在裝滿物料的袋口直接縫合。
(2)折邊式縫合
折邊式縫合:為手工將袋口折邊或用折邊機完成折邊后再縫合。
(3)袋口包邊縫合
袋口包邊縫合:為復合紙袋、編織袋在袋口附加包邊封口紙條(寬度為55mm-75mm等規格尺寸)再縫合包裝,對物料起到防潮、防漏、防蟲等,外
觀包裝更美觀大方。提升包裝品質。
(4)熱合式再縫合
熱合式再縫合:分為先熱合再縫口、縫口再熱合、熱合包裝三種方式,主要
適合粉料、顆粒料。
3.縫包機的主要技術指標
衡量縫包機的主要技術指標包括:
轉速
針距
線跡型式
縫料厚度
潤滑方式
剪切線辮方式
啟動和停止方式
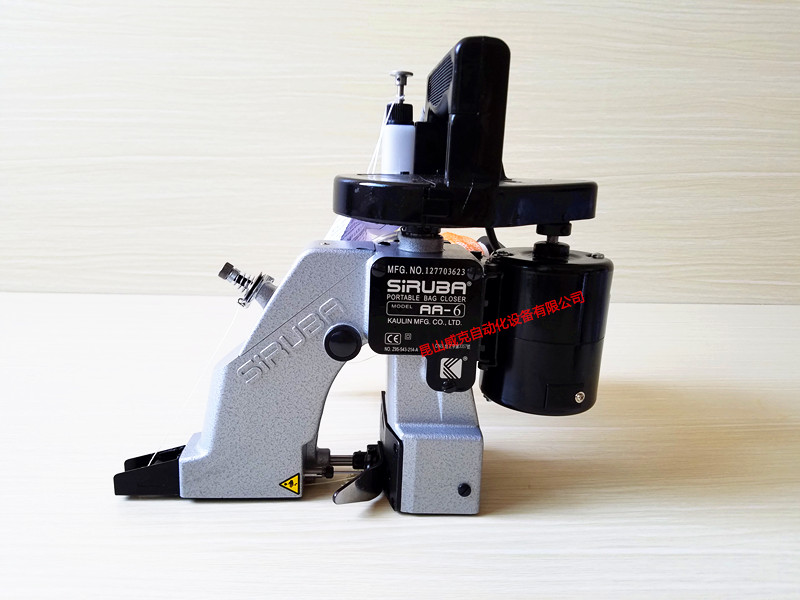
4. 立式縫包機使用
手提式縫包機就是人工手持縫制,靈活性強,簡單,但是工人勞動強度大,生產率低,由于是單線,所以縫包后強度為低些,而且一旦線不斷或縫合不良,則袋口會開。立式縫包機要和輸送機構成流水線,配合使用。在比較高自動化工廠中,縫包機還要和包裝秤、折邊機,噴碼機、碼垛裝置等配合到一起。能實現高速,無人操作的高自動化稱重和封包。
5.縫包機操作要點
[1](1)穿線:按規定順序穿針線和打環器線,否則會造成不縫紉、斷線或跳線;
(2)線的張力:線的松緊是成功縫紉的一個重要方面,調整不當就會造成斷線、跳針及劃破袋子。重質材料(如麻袋)線的張力調節器稍微放松一點;輕材料擰緊線張力調節器;根據針距和袋厚的不同調整線的給進速率;在調整針線的松緊時,必須相應調整打環器線的松緊。
(3)壓腳壓力:如果縫包線的反面看起來像被送布牙劃破的痕跡,或者實際針距比預設的送布牙給進速度小,則表明壓力太大,這時應該松開針板彈簧調節螺釘;如果縫線不直或不均勻,這時應該擰緊針板彈簧調節螺釘以提高壓力;另外在縫制麻袋和其它重質材料時減小壓力,在縫制塑料編織袋和其它輕質材料時增加壓力。
(4)打環器的調整:沿前進方向轉動皮帶輪,調整雙臂曲柄,使針處于***收起位置時打環器斷頭離開針的中心線7mm;
(5)進給機構的調整:確保送布牙在通過時不要碰到針板,前送布牙中齒與針板之間應有1.5mm的間隙;后送布牙比前送布牙調低0.1mm,針腳寬度可根據需要從7mm調到11.5mm;當改變針腳的寬度時,由于針導板和針之間的間隙也會改變,所以針導向板也必須相應調整。
(6)剪刀的調整:為了使上/下刀片咬合,手動移動上刀片,當兩個刀片咬合時,將兩個刀片尾端之間間隙調至0.1—0.2mm.
注:具體情況可聯系威克銷售人員。













 掃一掃咨詢微信客服
掃一掃咨詢微信客服服務熱線

管理員
該內容暫無評論