
24小時咨詢熱線:0512-55578300
全國咨詢熱線:13862635620

在使用縫包機封口縫袋過程中,有時出現袋子運行縫合速度不均勻,針距時長時短的不規則現象。縫料走動全靠送布牙和壓腳的配合向前輸送,因此當袋子出現走行不順暢時,我們就可以斷定,是牙齒和壓腳發生了故障或壓力調節不當。
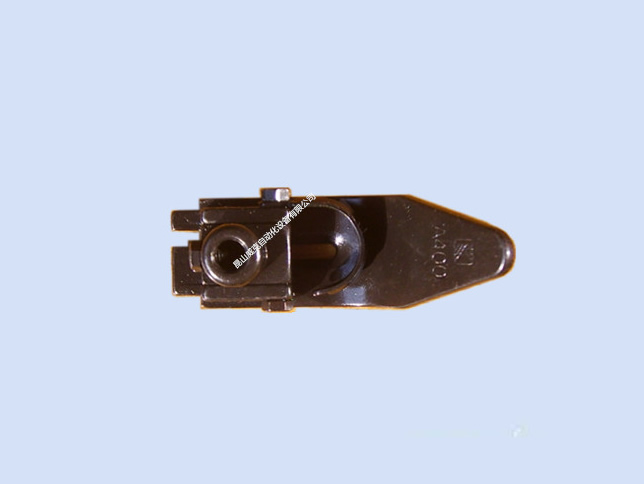
一,壓腳壓力太小。壓不緊袋子,就會造成縫合不規則,這時我們只要把縫包機調壓螺桿向下旋轉,增大壓腳壓力壓緊縫料。壓腳不要太高,無法壓住縫料,也會造成縫料任意走動,或者根本不走動。
二, 檢查壓腳與針板的接觸表面是否有磨損產生凹凸不平面,因為縫包機送料齒與壓腳長期磨合會產生磨損,產生不平表面會影響縫包機送料不順產生滯后,走料不暢。更換新的壓腳排除這一個問題所在。
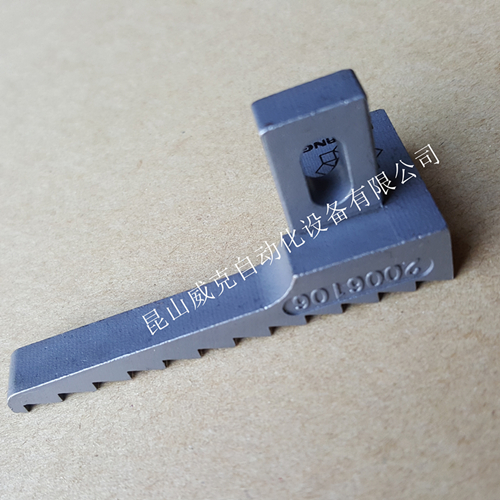
三,送料牙檢查:首先提起壓腳,檢查一下轉時送料牙表面是否磨損變平,變平后送料會產生打滑后溜現象,造成縫包機縫包針距不均勻。
處理方法是,我們將縫包機壓腳卸下來,把兩個牙齒螺絲擰緊。在擰緊后,我們把針板安裝好,檢查一下牙齒兩邊,是否與針板槽的邊沿發生磨擦,如有磨擦,會引起雜音和機重現象,這時只有再卸去針板,松開牙齒螺絲,把牙齒位置調整到針板槽的中間,擰緊牙齒螺絲以后,再裝好針板。













 掃一掃咨詢微信客服
掃一掃咨詢微信客服服務熱線

管理員
該內容暫無評論